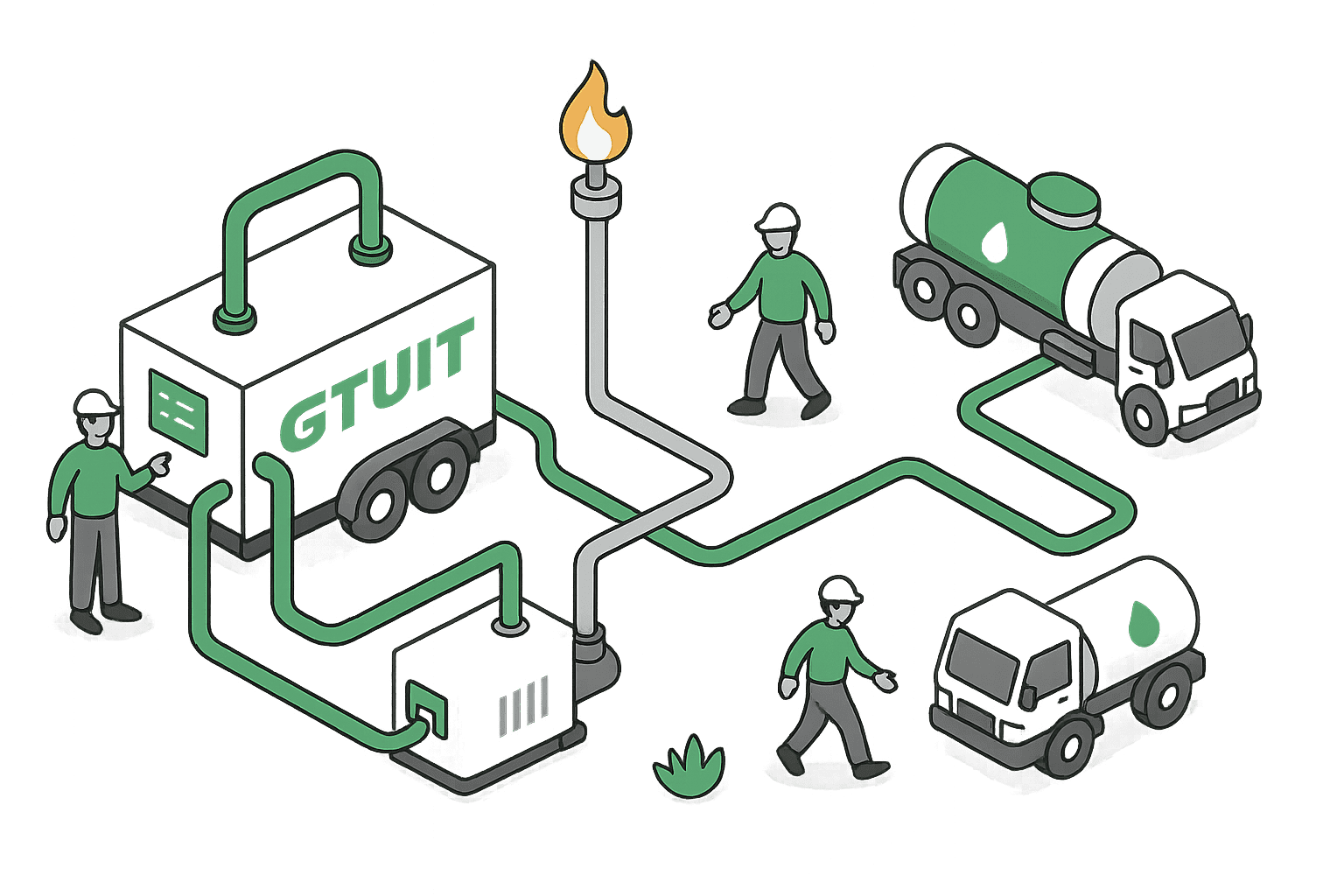



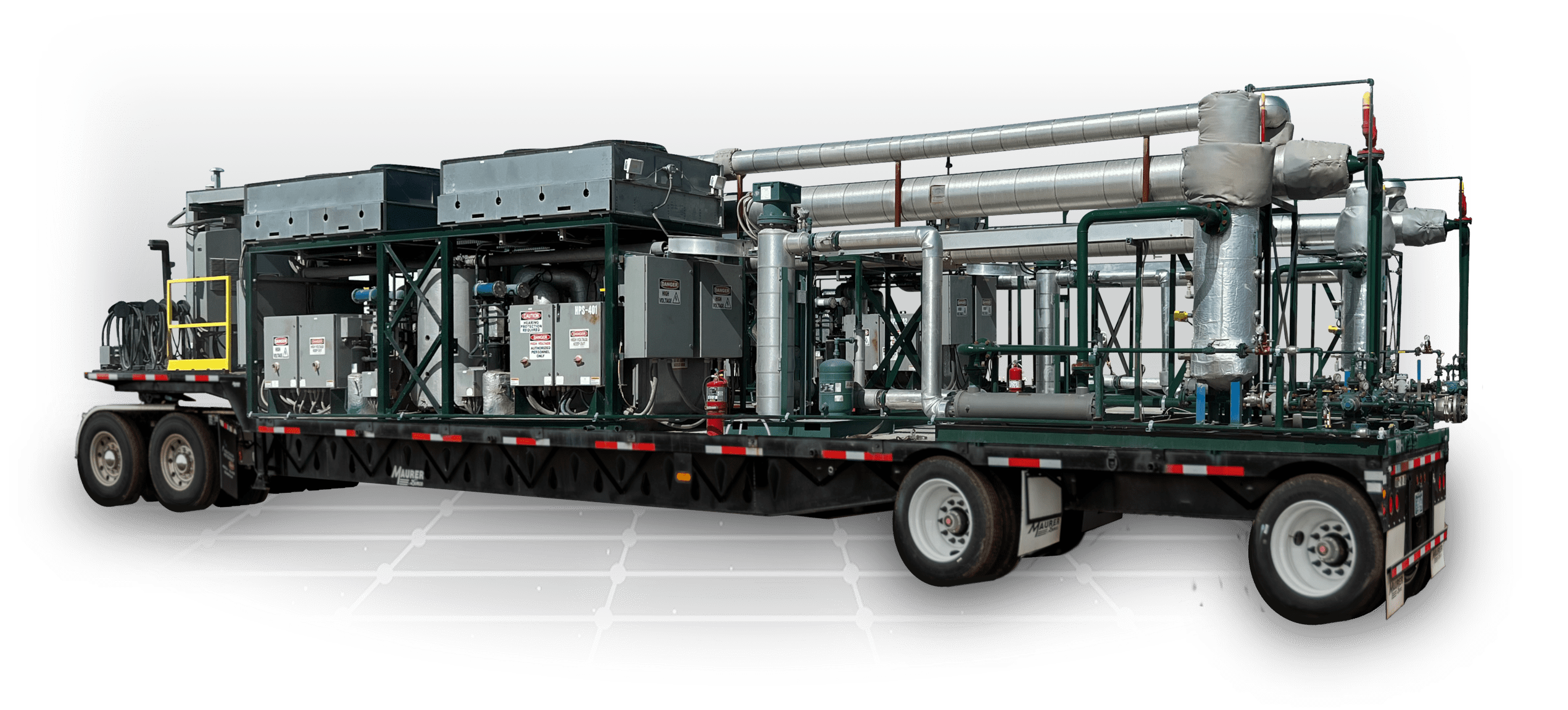
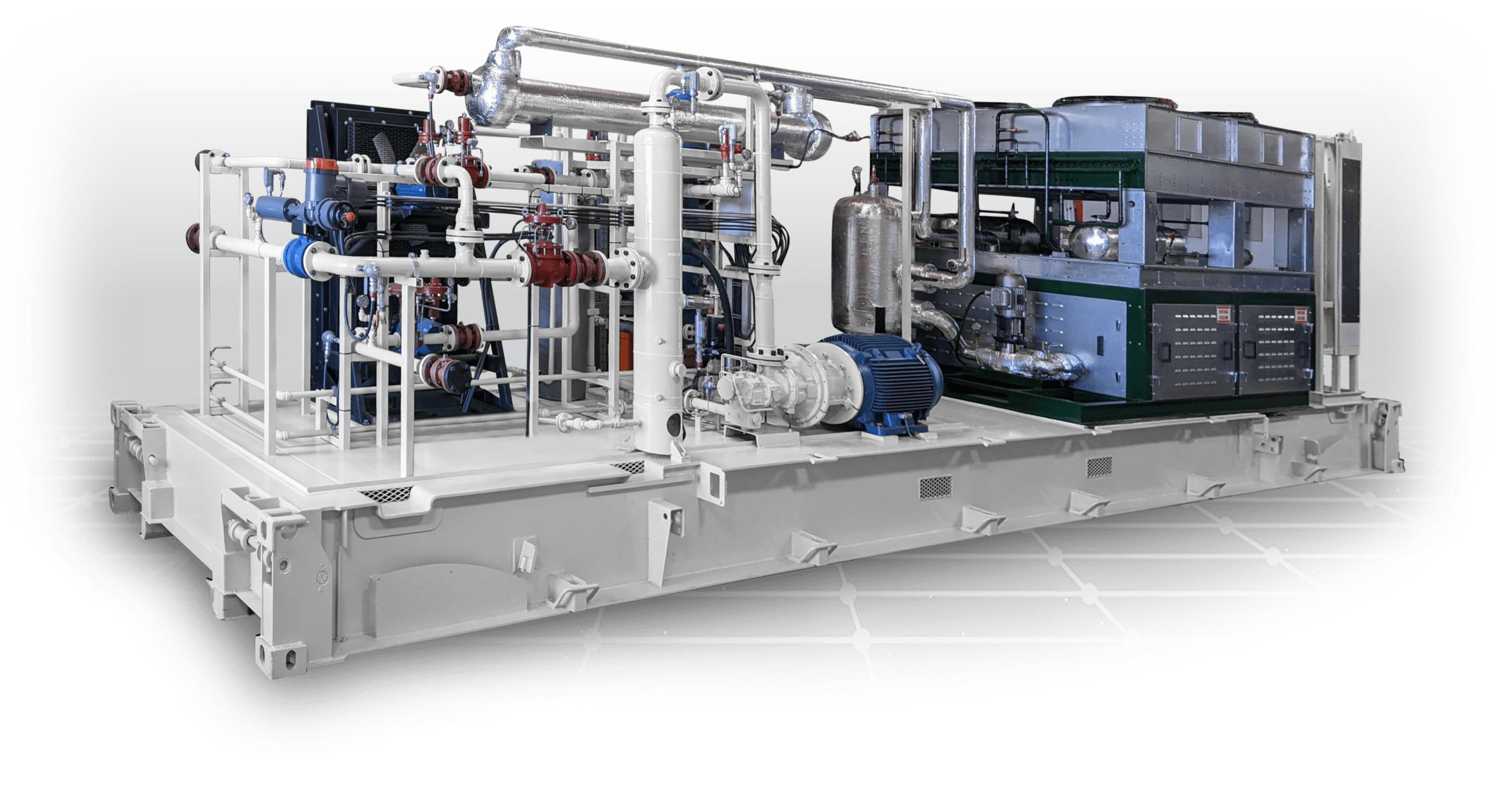
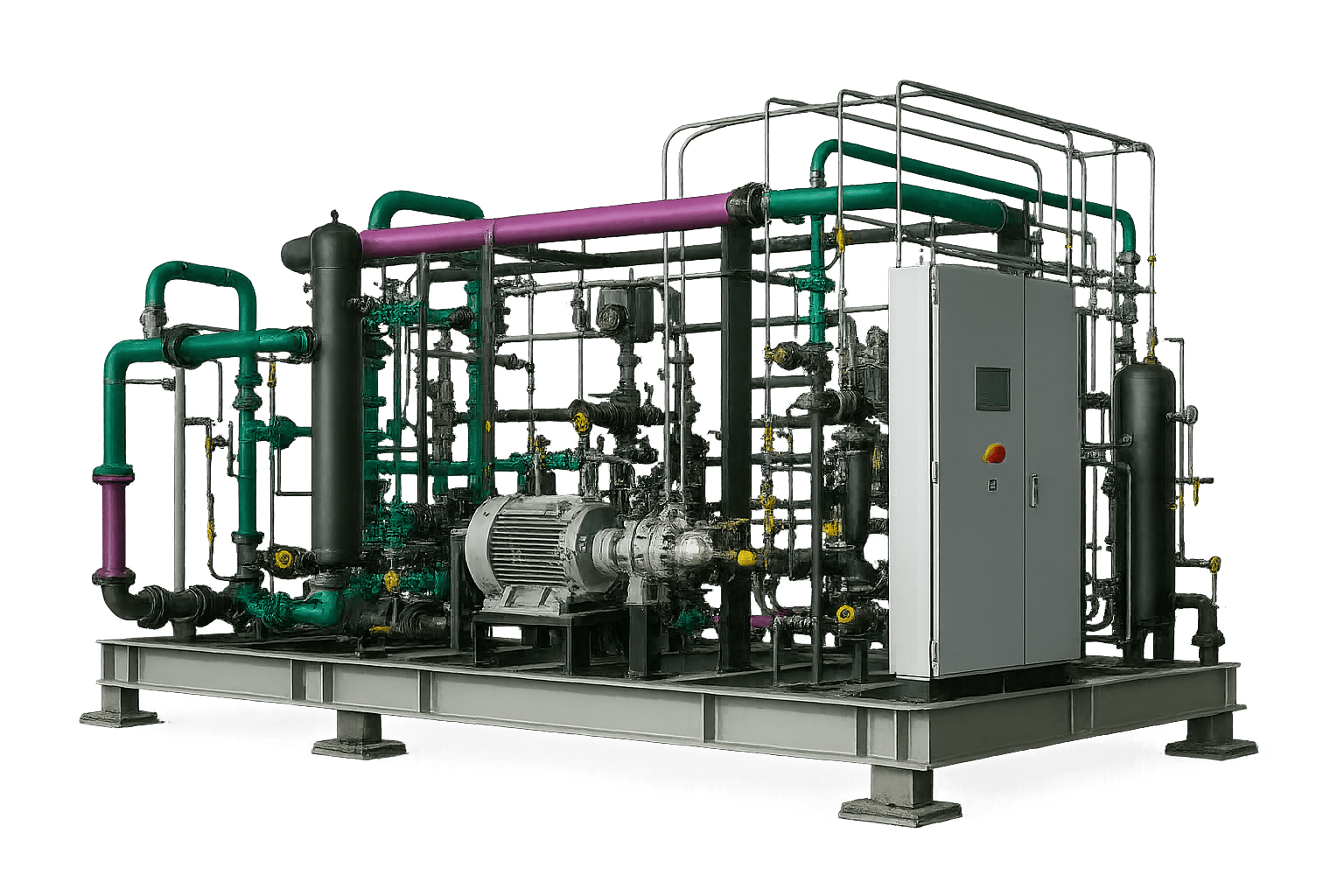







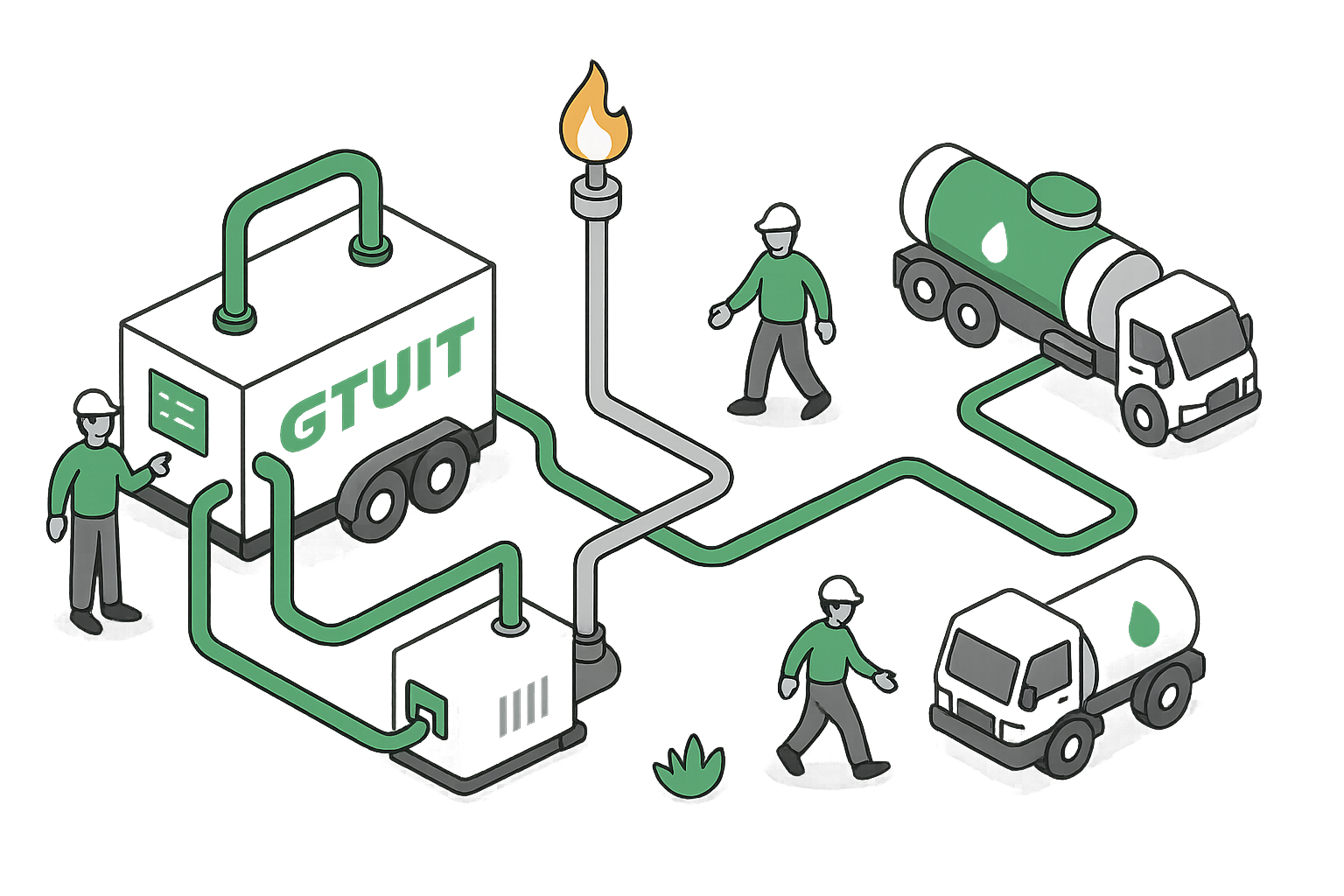

Modularity & Mobility
GTUIT's technology is built on modular and mobile platforms, allowing for easy deployment and scalability. Our systems are designed to be transported and installed quickly, making them ideal for remote and challenging environments. This flexibility ensures that our clients can adapt to changing operational needs without significant downtime. Modular design allows for customization and expansion, enabling clients to add or remove capacity as needed. This adaptability is crucial in the dynamic oil and gas industry, where operational conditions can change rapidly. By offering modular and mobile solutions, GTUIT helps clients optimize their operations and reduce costs.