Our flagship system, GTUIT Glacier incorporates patented chiller technology to set the industry standard in mobile gas processing. Glacier is designed for fuel conditioning, flare capture, or NGL recovery applications.

Glacier is GTUIT’s flagship mobile unit, built around our patented chiller technology (U.S. Patent 12,025,373) and engineered to set the bar for associated-gas processing. With both high-pressure and low-pressure capability, Glacier brings maximum power and versatility to a single mobile chassis. Use it for fuel conditioning, flare capture, or NGL recovery and count on consistent treated-gas quality and a high-value NGL stream—no matter the raw-gas composition, flow rate, or ambient conditions.
All GTUIT systems are engineered to perform reliably, safely, and efficiently across a wide range of environments and applications. Every unit is backed by proven field performance and industry standards.
Flexible Processing Systems
Engineered for applications with moderate gas flow and adaptable site requirements.
Multi-Stream Profit
Maximum profitability from multiple revenue streams.
High-Efficiency Fueling
Supports reliable fueling performance for demanding power generation needs.
Mobile & Modular
System is mobile and modular—scalable to your site requirements.
Compact Footprint
Designed for space-constrained locations and streamlined deployment.
HP-LP Capable
Capable of operating at both high and low pressure.
NGL Revenue
Recover and monetize NGLs as an additional revenue stream.
High-Temp Operation
Built to perform reliably in extreme ambient heat without loss of efficiency.

GTUIT delivers everything from equipment leasing to fully integrated turnkey service. Our experienced teams and regional hubs ensure rapid setup and maximum uptime across the U.S.
Included in Our U.S. Turnkey Service:
- Site modeling & equipment supply
- Mobilization, setup, and commissioning
- 24/7 operational support
- Remote monitoring & ESG reporting
Our Equipment

Engineered for Rich Vapor Monetization
GTUIT Avalanche is designed specifically for RVM applications. It delivers consistent treated gas quality and a valuable NGL stream, regardless of raw gas composition, flow, or ambient conditions.
Learn More
Compact, Air-Cooled Gas Conditioning
GTUIT Cyclone harnesses air-cooled technology to deliver our most compact gas conditioning system, providing high quality treated gas and NGL recovery in all operating conditions.
Learn More
Flagship Systems For Ultimate Power And Flexibility
Our flagship system, GTUIT Glacier incorporates patented chiller technology to set the industry standard in mobile gas processing. Glacier is designed for fuel conditioning, flare capture, or NGL recovery applications.
Learn More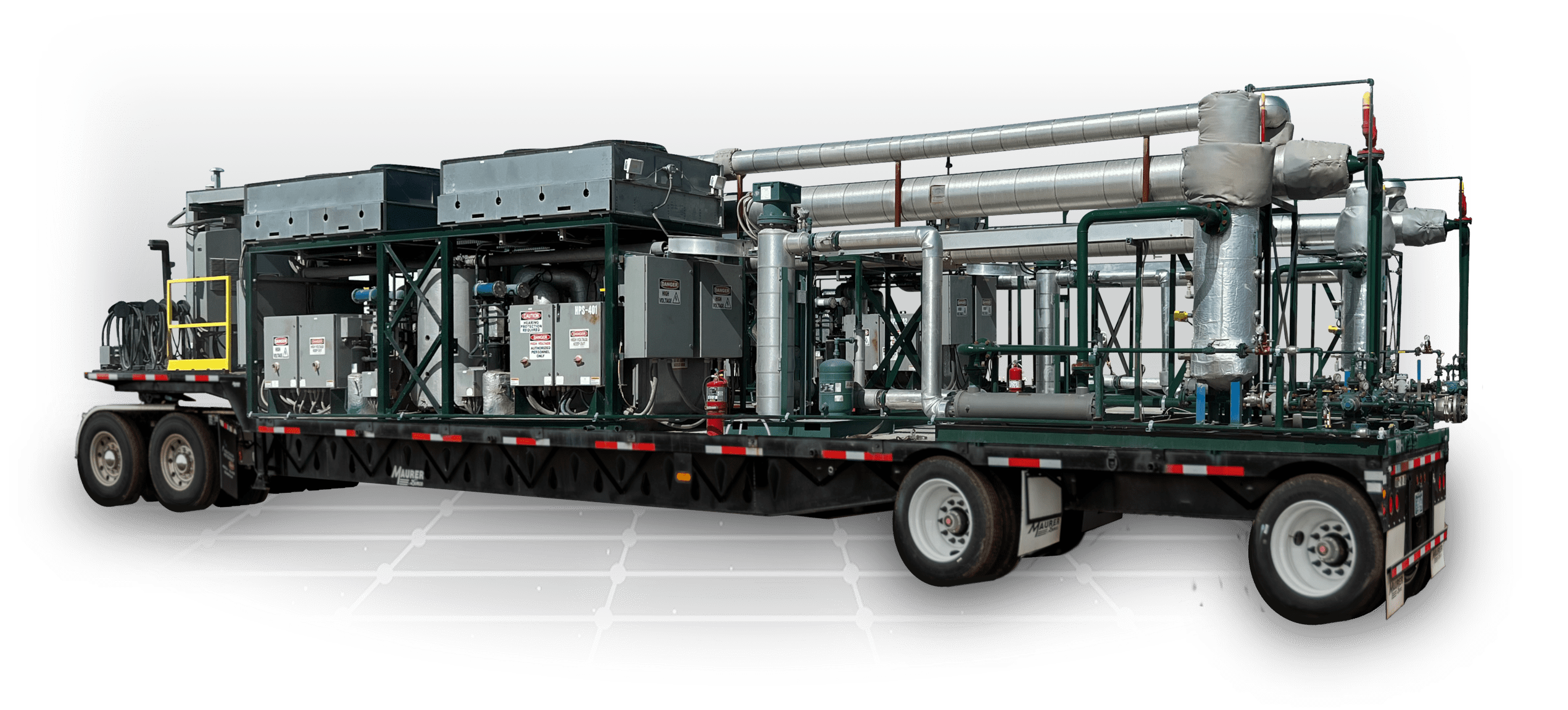
High-Pressure Gas Treatment
GTUIT Iceberg is designed specifically for high-pressure gas treatment applications. It optimizes layout and footprint while delivering consistent treated gas and a valuable NGL stream in demanding environments.
Learn More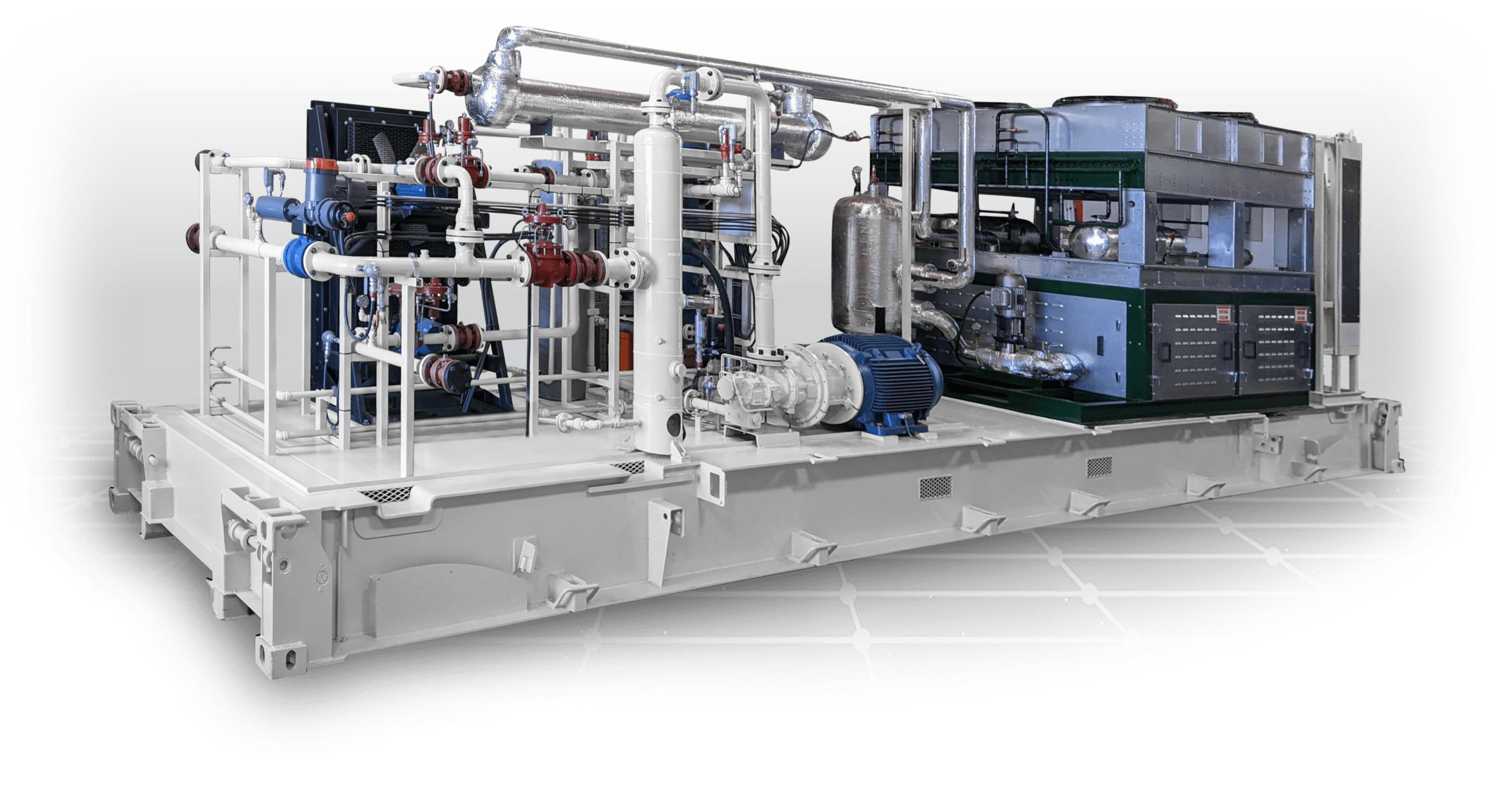
Customizable Compact Power
GTUIT Tundra is a customizable solution built on our Glacier architecture. It offers compact power with flexibility to meet varying needs in fuel conditioning, flare capture, or NGL recovery, regardless of environment.
Learn More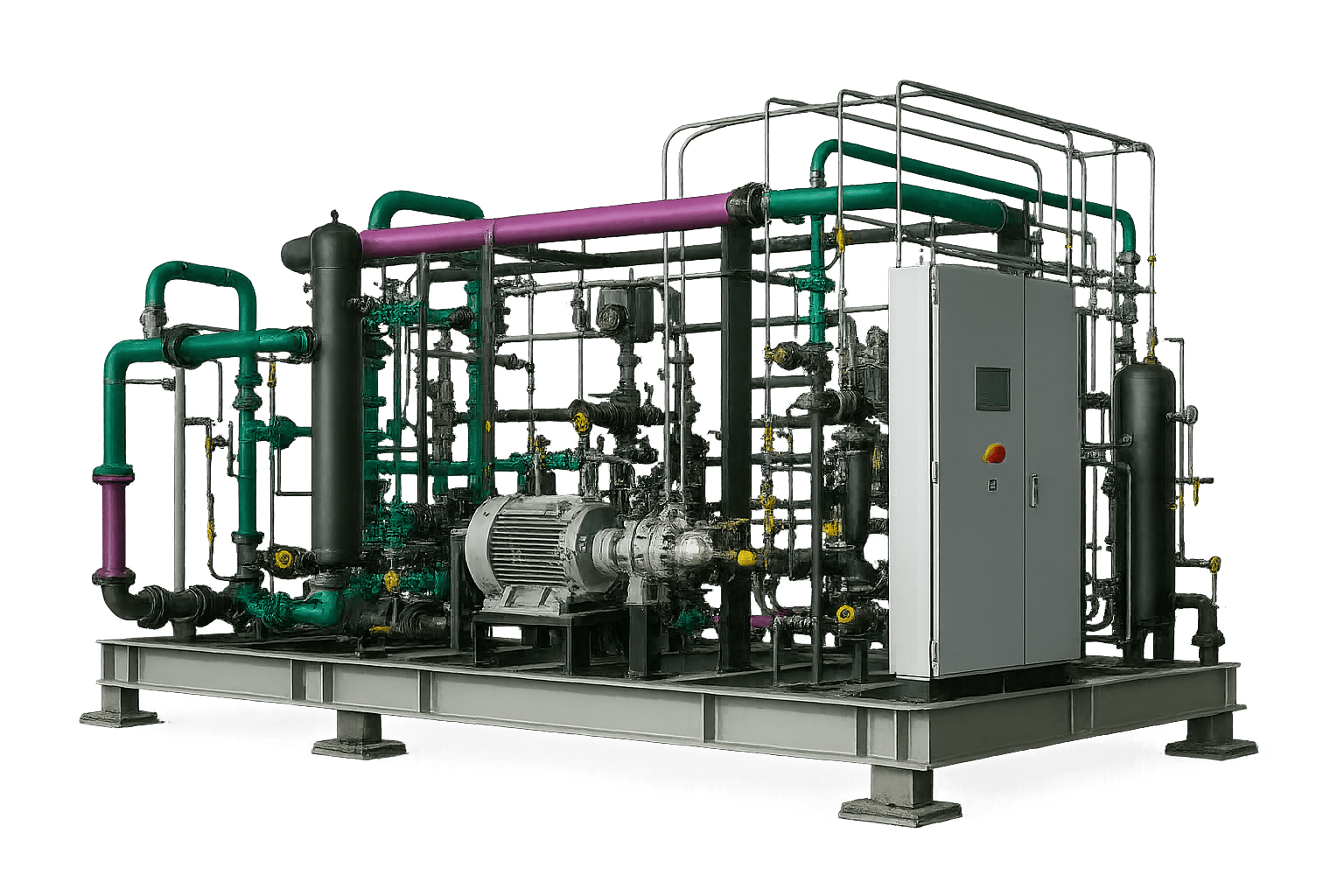
Engineered to Your Specifications
If an existing solution does not fit your needs, GTUIT’s engineering team can design a solution that will. We specialize in natural gas processing equipment for extreme environments including desert, coastal, arctic, jungle, and offshore.
Learn MoreWhether you need help with emissions reduction, flare gas recovery, or mobile fuel supply — GTUIT has the experience and technology to support your goals.