Engineered for the extreme conditions
Explore our modular, field-proven equipment packages engineered to perform in the harshest environments. Designed for mobility, scalability, and maximum uptime.

GTUIT Avalanche Is Designed Specifically For Rich Vapor Monetization (RVM) Applications. It Delivers Consistent Treated Gas Quality And A Valuable NGL Stream, Regardless Of Raw Gas Composition, Flow, Or Ambient Conditions.
More Info
GTUIT Cyclone Harnesses Air-Cooled Technology To Deliver Our Most Compact Gas Conditioning System, Providing High Quality Treated Gas And NGL Recovery In All Operating Conditions.
More Info
Our Flagship System, GTUIT Glacier Incorporates Patented Chiller Technology To Set The Industry Standard In Mobile Gas Processing. Glacier Is Designed For Fuel Conditioning, Flare Capture Or NGL Recovery Applications.
More Info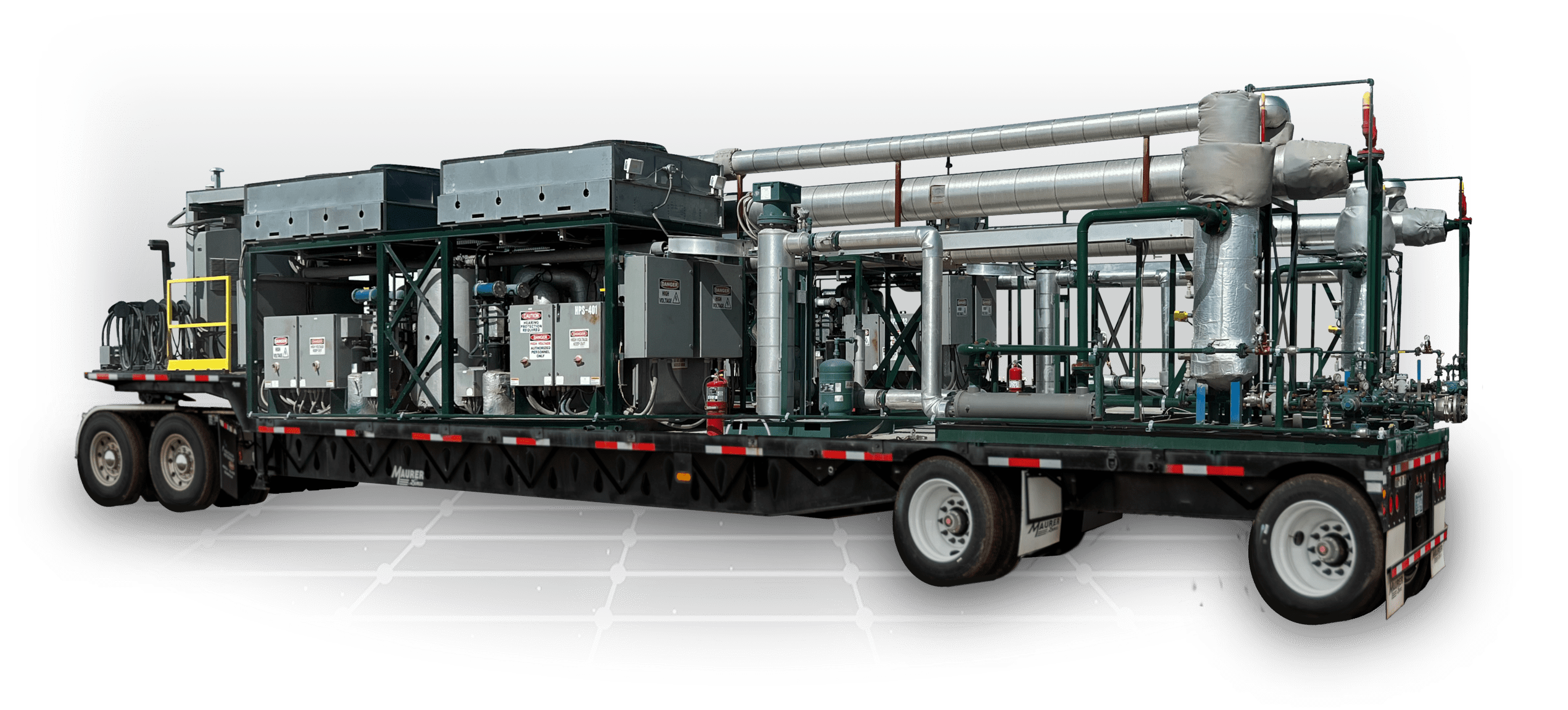
GTUIT Iceberg Is Designed Specifically For High Pressure Gas Treatment Applications. It Optimizes Layout And Footprint While Delivering Consistent Treated Gas And A Valuable NGL Stream In Demanding Environments.
More Info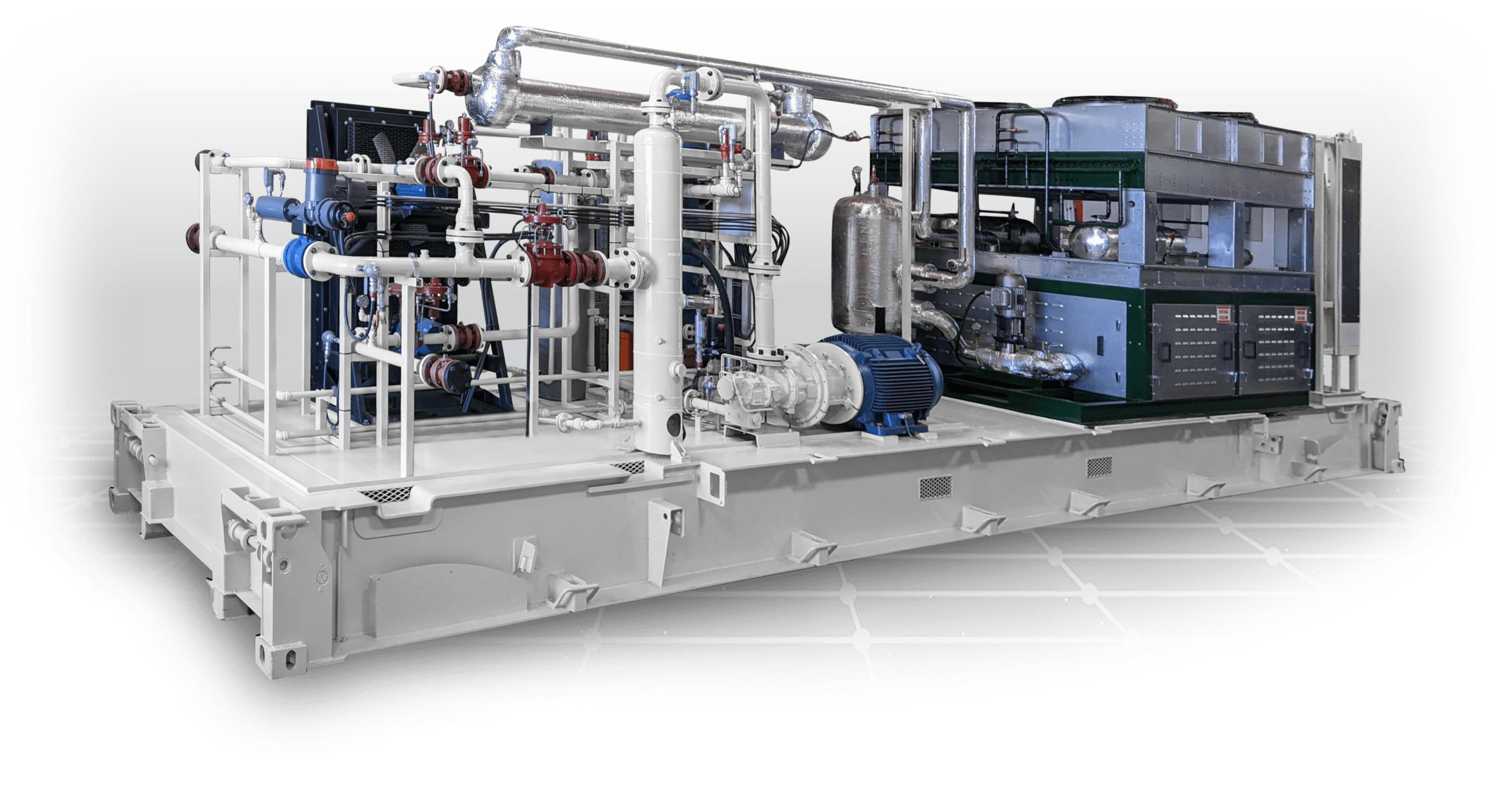
GTUIT Tundra Is A Customizable Solution Built On Our Glacier Architecture. It Offers Compact Power With Flexibility To Meet Varying Needs In Fuel Conditioning, Flare Capture Or NGL Recovery, Regardless Of Environment.
More Info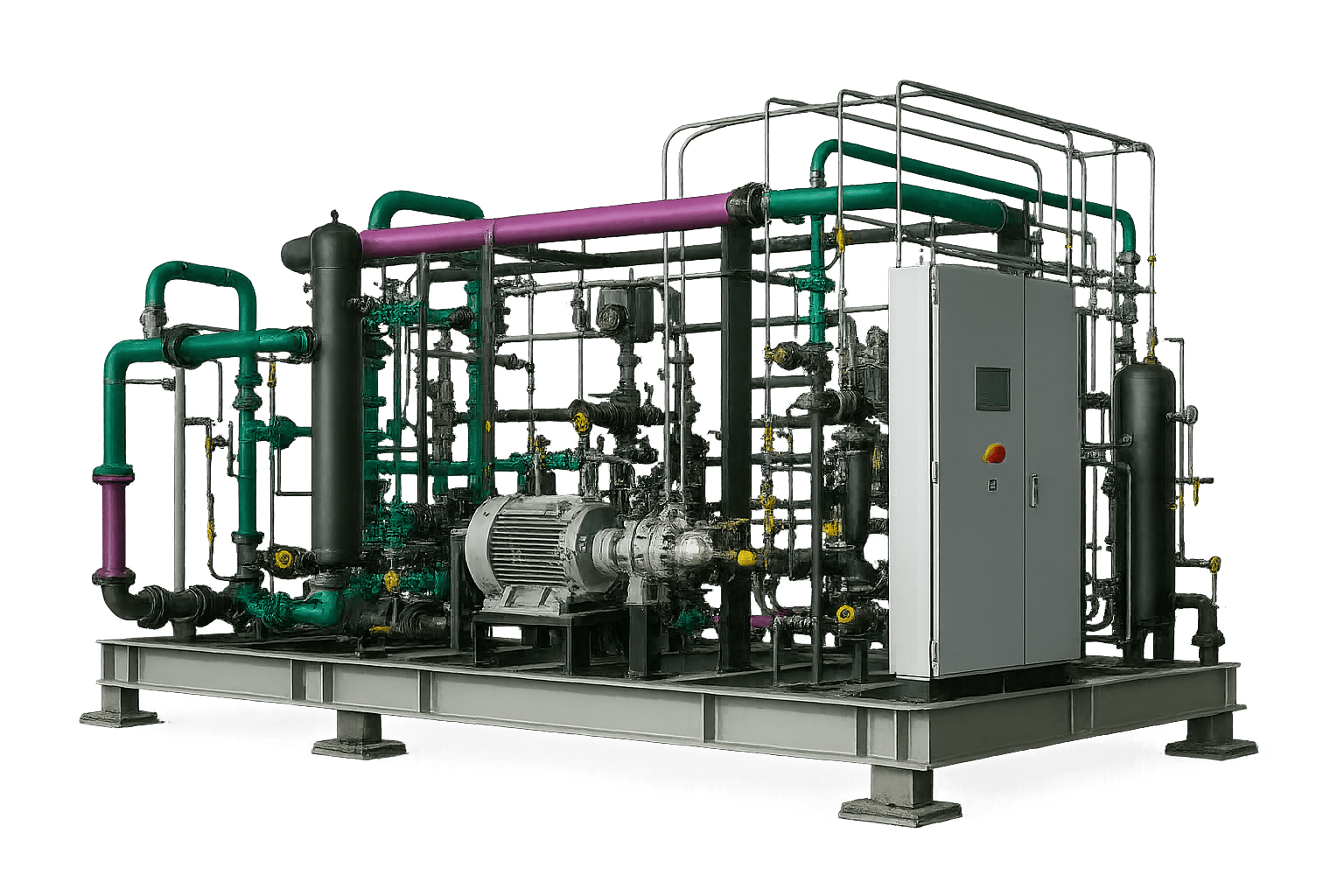
If An Existing Solution Does Not Fit Your Needs, GTUIT’s Engineering Team Can Design A Solution That Will. GTUIT’s In-House Engineering Team Specializes In Natural Gas Processing Equipment Design For Extreme Environments Including: desert, coastal, arctic, jungle, offshore.
More InfoMobility, Modularity, Reliability, Safety, Sustainability & Profitability
Mobility
Mobile units can be quickly relocated as needed. Systems are designed for fast setup and takedown and can remain operational for extended periods.
Modularity
Scalable systems with flexible capacity. Modules can be configured to meet a wide range of gas volumes and are available in trailer-mounted or custom-built formats.
Reliability
Built to perform in extreme environments. Featuring advanced automation and remote monitoring with a track record of high operational uptime.
Safety
Designed, manufactured, and tested using ISO 9001 QMS standards. Class 1 Division 2 electrical standards, fail-closed isolation and auto shutdown. Proven, long-term record of safety.
Sustainability
Minimize flaring, incineration, and other wasteful practices. Replace heavy fuels such as diesel and HFO with clean burning natural gas. Achieve and surpass corporate and legislative targets. Significantly reduce site CO2 and VOC emissions.
Profitability
Monetize product which is otherwise wasted. Replace diesel and other fuel costs for huge savings. Direct returns on turn-key operations and rapid ROI on equipment.
Whether you need help with emissions reduction, flare gas recovery, or mobile fuel supply — GTUIT has the experience and technology to support your goals.